ETFE & PFA Rotational Sinter Lining
MB Plastics is samen met Gutbrod op dit moment pionier in Europa met de lining technologie “ChemResist Rotational Lining”. Vaak voldoen linings en coatingtechnologieën niet aan de vele eisen die eraan worden gesteld.
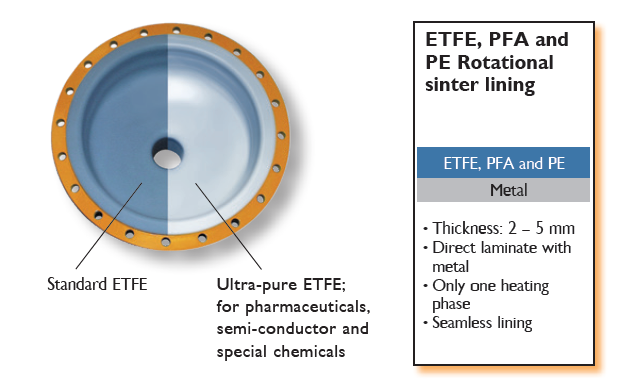
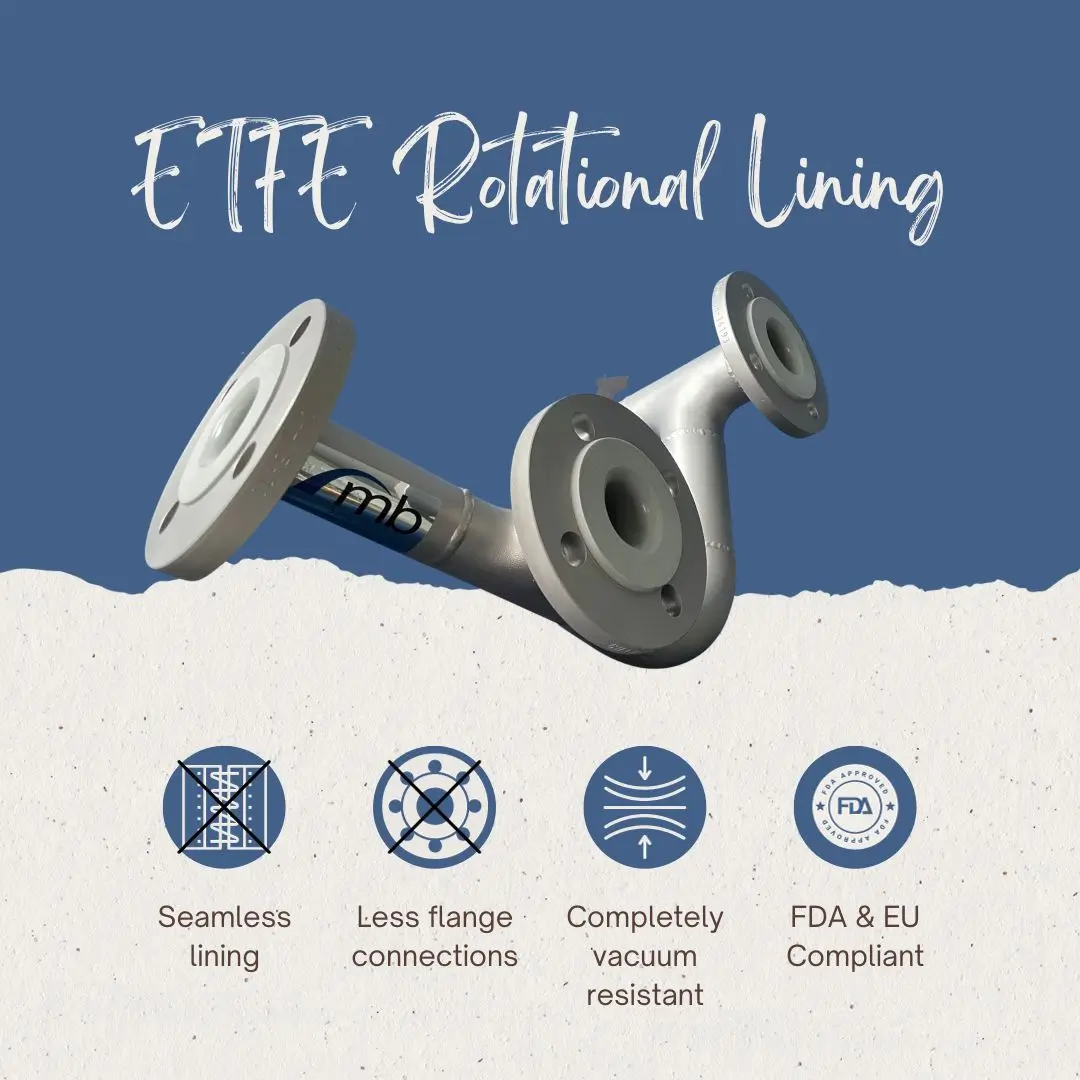
Vacuüm, thermische schokken, Chemische resistentie etc. ChemResist ETFE en PFA legt in dit geval een nieuwe nadruk met behulp van een proces- en computergestuurde lining technologie volgens het roterende sintervoeringproces. Deze procedure creëert een naadloze lining met vrijwel uniforme voeringdikte (max. 4mm).
De primaire voordelen bieden niet alleen een extra lange levensduur, maar dragen ook bij aan een betrouwbaarder applicatieproces en een verbeterde kwaliteit van de uiteindelijke lining.
Chemische- en Farmaceutische industrie
Semi-conductor electronic industrie
Voedselindustrie FDA en EU conform



Documenten
Rotational Lining
Fluorpolymeren
Dikte tot 5 mm mogelijk!
Voordelen
Stappen in het process
1. Voorbereiding van het onderdeel dat gelined moet worden
2. Inspectie van de onderdelen die gelined moeten worden
De te verwerken onderdelen worden gecontroleerd voordat ze worden gelined volgens de bouwrichtlijnen DIN EN 14879-1. De radiussen moeten goed afgerond zijn en lasnaden moeten schoon geslepen worden.
3. Thermisch ontvetten
Voorafgaand aan het liningproces, vettige of olieachtige resten verwijderen, zoals deze invloed kunnen hebben op de hechting van de lining op het dragermateriaal.
4. Voorbereiding van het voorwerp – opruwen van de oppervlak
Om hechting te bereiken, worden de onderdelen eerst gestraald met sterk gezuiverde aluminium oxide.
5. Rotational Sinter Lining
De componenten worden bevestigd in het systeem en worden gevuld met het juiste materiaal. De lining temperatuur en rotatiesnelheid zijn individueel ingesteld.
6. Afwerking
Mechanische verwerking van het verzegelde oppervlak.